Receiving raw milk from tankers is a critical initial step in the production line at dairy processing plants. This process not only determines the input material volume but also serves as a key factor affecting operational costs and payment accuracy between the plant and suppliers. Amid increasing demands for transparency, hygiene, and quality control, traditional measurement methods are revealing significant limitations and require replacement with more advanced technological solutions.
This article presents a real-world case study from a U.S. dairy processing plant that successfully implemented Emerson’s Micro Motion® H-Series Coriolis mass flow meters to address challenges in the receiving process. The results delivered not only superior accuracy but also significant operational cost savings and enhanced overall system efficiency.

Challenge
One of the primary obstacles in the milk receiving process is the inconsistent flow characteristics. At the start and end of the unloading process, the milk flow often contains significant amounts of air and foam, resulting in partially filled pipelines. This causes inaccuracies in volumetric measurement devices, which require a full pipe to ensure precision. Consequently, the recorded milk volume is often overestimated, leading to financial losses and compromising transparency in the receiving process.
Additionally, the requirement to weigh trucks before and after unloading is time-consuming, labor-intensive, and reduces the productivity of the receiving area. At large-scale plants, it is not uncommon for trucks to wait hours to unload, particularly during peak receiving periods.
Application
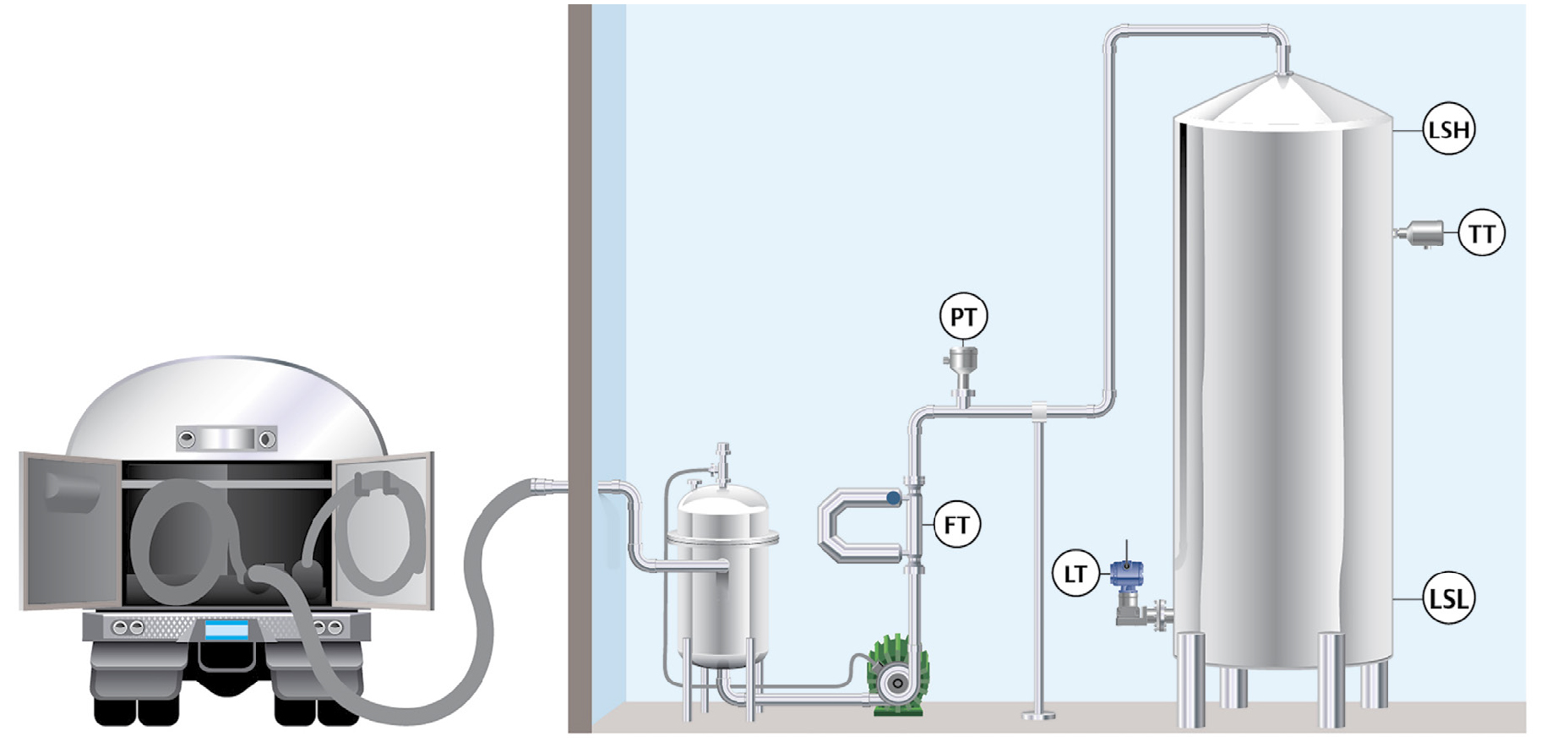
A large-scale dairy processing plant in Idaho, USA, opted to implement Emerson’s Micro Motion® H-Series mass and density flow meters for its raw material receiving process. These devices are 3A sanitary standard-compliant, designed specifically for the food and beverage industry, ensuring safety and precision in measurement.
A 3-inch measuring tube version was selected, suitable for the flow rates of milk and cleaning-in-place (CIP) solutions. The meter was installed downstream of an inline air eliminator to mitigate the impact of air in the flow. The system was integrated with a Model 3700 transmitter, enabling:
- Recording of average density and temperature for each milk tanker.
- Data transmission to the PLC for automated fat content ratio calculations.
- Support for a simple operator interface, allowing easy reset between shipments.
- Direct printing of receiving tickets, detailing mass (in kg and gallons), temperature, and average fat content ratio, enhancing transparency in the receiving process.


Results
The implementation of the Micro Motion® Coriolis measurement system has enabled the plant to::
- Achieve annual savings exceeding USD 100,000through enhanced measurement accuracy, faster intake processes, and reduced operational costs.
- Completely eliminate errors caused by entrained gas and partially filled flow conditions, which are inherent limitations of volumetric measurement devices.
- Increase productivity in the intake area, minimizing vehicle congestion and thereby improving overall operational efficiency.
- Fully automate the data recording process, enhancing transparency in billing and quality control of incoming raw materials.
As the official distributor of Emerson’s Micro Motion® measurement equipment in Vietnam, Viet An recommends that dairy and food-beverage processing plants consider investing in Coriolis flow measurement technology for liquid raw material intake processes. This solution not only eliminates measurement errors entirely but also plays a critical role in modernizing systems, boosting productivity, and optimizing long-term operational costs.







